Explore our high-performance, customized team wear and lifestyle apparel, designed with industry-leading materials and advanced manufacturing technologies.
Strategic insights into shifting trade dynamics, manufacturing paradigms, and technological breakthroughs across the technical garment sector.
The global custom team apparel market is undergoing a fundamental structural transition. Driven by shifts toward agile supply chains, brands require localized customization combined with high-volume industrial reliability. Advanced factories in Guangdong bridge this gap, leveraging a hyper-connected raw material network and automated precision tailoring to minimize lead times by up to 35%.
Modern sports clubs, corporate enterprises, and high-street fashion labels require complex material technologies. The demand for moisture-wicking polymers, microbial-resistant yarns, and ultra-heavyweight cotton blends (such as 500 GSM fleece) has experienced exponential growth, necessitating machinery capable of managing complex synthetic and natural fiber layouts with extreme precision.
Under international frameworks like BSCI, OEKO-TEX Standard 100, and REACH, modern garment factories must uphold top-tier ecological and social standards. Brands face massive legal risks if they utilize facilities lacking carbon reduction strategies or non-hazardous chemical guarantees. Modernization of production pathways is essential to ensure seamless import capabilities worldwide.
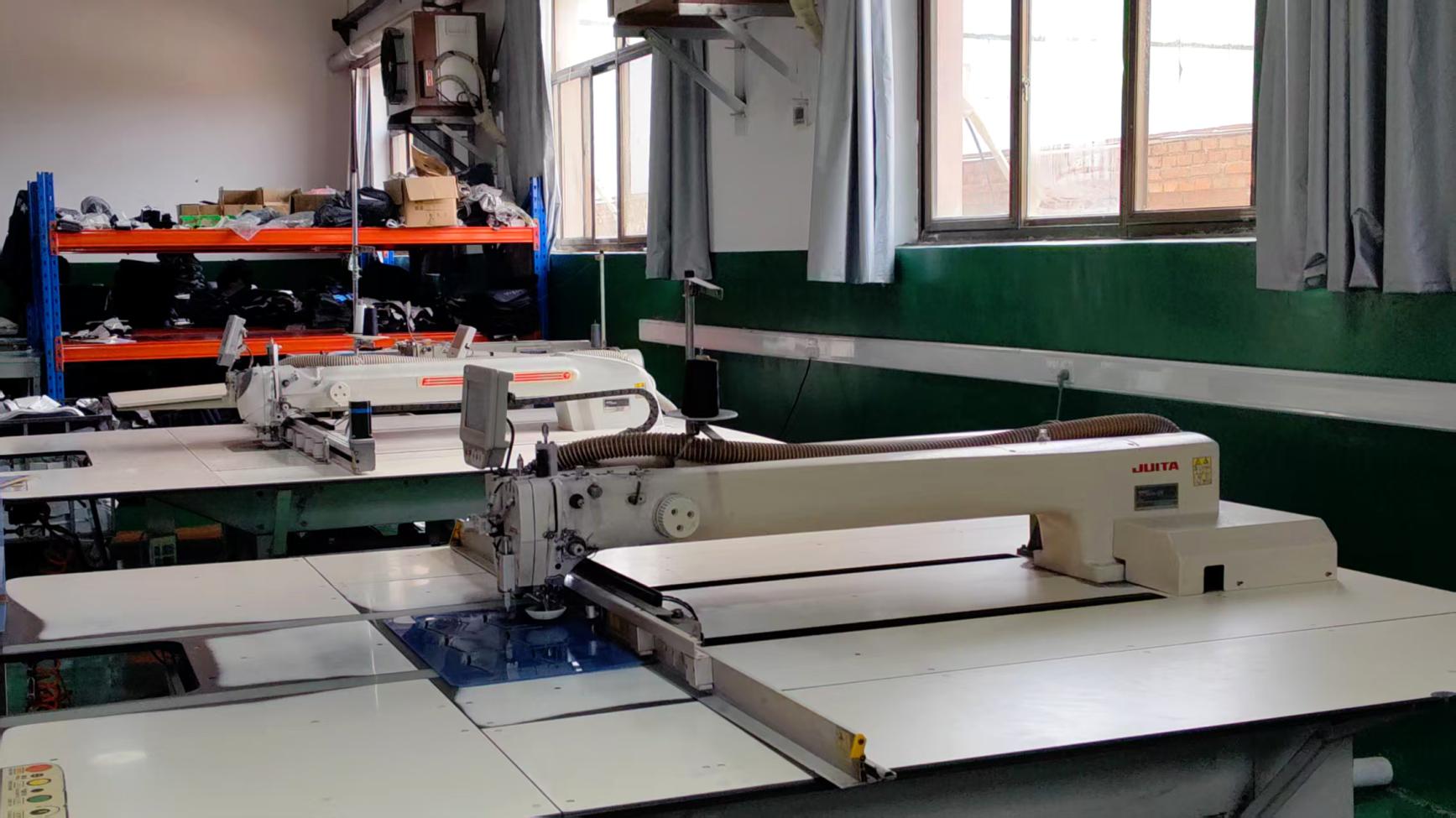
Established in 2006, Guangdong Barjeel Fashion Co., Ltd. is a modern, leading-edge apparel manufacturing enterprise integrating design, research and development (R&D), production, sales, and end-to-end supply chain services. Operating our own modern manufacturing facility covering approximately 3,600 square meters, we maintain a clean, well-organized office environment, standardized production workshops, and advanced garment manufacturing equipment.
With a professional R&D team and a highly skilled production workforce, the company has developed comprehensive capabilities across the entire apparel development process. This includes trend and style design, pattern making, fabric sourcing, rapid sampling, and high-efficiency bulk production. A well-established quality control system and streamlined production management processes ensure consistent product quality, timely delivery, and high manufacturing standards.
Guangdong Barjeel Fashion Co., Ltd. specializes in a wide range of apparel categories, including fashion and trend-led clothing, sportswear, evening dresses, professional and workwear, as well as casual wear. The company is fully capable of serving both OEM and ODM requirements, providing flexible and customized solutions to meet the diverse needs of global fashion brands. Guided by the core values of quality-first, customer orientation, and continuous innovation, we strive to enhance efficiency, strengthen competitiveness, and deliver greater value to our global partners.

Our 3,600 sqm facility features state-of-the-art machinery and rigorous assembly lines to ensure zero-defect manufacturing.
High-speed, multi-head computer controlled embroidery units ensuring clean, complex brand logo placements on heavy fabrics.

Precision manual and semi-automated cutting stations configured for complex pattern matching, sizing, and alignment.
Automated custom template designs ensuring that complex parts (such as collars and zippers) remain highly consistent.

Ergonomic flatlock and overlock sewing stations optimized for synthetic athletic wear and heavy-duty seams.

High-tensile button sewing machines that ensure robust attachment, ideal for active and corporate teamwear.
Advanced steam ironing systems shape finalized garments, eliminate structural wrinkles, and secure heat-sealed components.

Multi-tier quality audits analyzing seam strength, color continuity, dimensions, and moisture resistance before boxing.

Organized, moisture-controlled storage facilities with smart tracking capabilities to ensure swift international dispatch.

Digital CAD plotting outputs perfect design blueprints onto thick template paper, preventing dimensional deviations.

Automated cloth laying ensuring tension-free stacking of knits and woven fabrics, avoiding post-cut warp distortions.

Industrial cutting systems slicing through multi-layered fabric sheets with extreme accuracy based on CAD templates.

High-efficiency machine arrays capable of 3D puff embroidery and fine metallic stitch patterns for luxury branding.

Durable heat press application for intricate multi-color prints, ensuring excellent wash-fastness and zero cracking.

Precision foil and reflective material transfer machines, vital for night-safety gear and performance apparel aesthetics.

Laser engraving systems for precise micro-perforations in sportswear, enhancing ventilation and creating complex designs.

Pneumatic clamping and routing templates that automate stitching on highly repetitive components like pockets.

Smart sewing systems utilizing computerized thread tensioning to eliminate skipped stitches and fiber breakages.
Providing high-performance fabric tech and flexible manufacturing structures to brands worldwide.
Durable Water Repellency (DWR), oil-resistant coatings, and anti-static treatments engineered directly at the yarn level for maximum longevity.
Clean raw edge laser cuts and ultrasonic bonding techniques for zero-abrasion seams in high-performance running and fitness apparel.
Global Recycled Standard (GRS) certified rPET polyesters and organic cotton alternatives, designed to satisfy rigorous global eco-audits.
Capabilities in producing complex heavy materials (e.g., 500 GSM loopback cotton blends and triple-layer laminated fabrics) for street wear.
How we streamline manufacturing for varying commercial structures, including global sports brands, corporate uniforms, and streetwear labels.
Custom functional jerseys require strict color matching (Pantone PMS matching systems) and flatlock seams to prevent chafing during long athletic performances. Our production ensures lightweight, highly breathable fabrics with customized player numbers applied via durable sublimation and heat transfer.
For corporate fleets, uniformity and durability are key. We provide high-quality polo shirts and jackets featuring smart patterns and high stitch-count embroidery, built to withstand commercial laundering cycles without losing structure or color vibrance.
Streetwear brands demand heavy oversized cuts, garment wash processes (acid wash, enzyme wash), and complex graphic placements. Utilizing our direct-to-garment (DTG) printing, screen printing, and distressing machines, we convert experimental style sheets into shelf-ready apparel.
Our strategic technology roadmap ensures that Barjeel Fashion continues to lead in quality, speed, and ecological responsibility.
We are deploying 3D design software to render exact fitting previews, cutting physical prototyping waste and accelerating pattern approvals.
Integrating digital sensors into our sewing arrays to monitor tension, thread breakages, and needle wear in real time for consistent stitching quality.
Transitioning toward waterless sublimation inks and closed-loop direct dye technologies to reduce environmental impact during bulk printing operations.
Utilizing RFID smart tag labels throughout production, allowing clients to track their orders from the cutting bed to global port delivery.
Everything you need to know about partnering with a leading Chinese apparel manufacturer.
A: Our MOQ is flexible, depending on the complexity of the fabric and design. Typically, we support starting orders of 100-300 pieces per style/color, allowing emerging brands to scale effectively without excessive upfront capital layout.
A: We utilize advanced fabric pre-shrinking and heat-setting processes prior to cutting. This is coupled with automatic tension-free cloth laying machines to ensure post-wash shrinkage rates remain well under 3% for both knits and woven garments.
A: Yes. Our professional R&D department handles ODM work by generating style boards and materials specs, and OEM work by matching client-supplied tech packs exactly. We also handle raw textile sourcing to find specialty materials.
A: We operate a dedicated logistics division experienced with customs clearance across North America, Europe, Australia, and Asia. All shipments include verified packing lists, certificates of origin, and laboratory testing reports (if required).
A: Sample creation and refinement typically take 7 to 10 days, depending on fabric availability. Once samples are approved, bulk production is completed within 25 to 45 days, depending on quantity and design complexity.
A: We follow the AQL 2.5/4.0 standard. Every garment undergoes needle-detection, loose thread trimming, print durability verification, and complete measurement audits before being packed for shipment.
From techwear cargo systems to winter jackets, our manufacturing systems accommodate diverse styling requirements.