Explore our premium selection of highly durable, climate-adaptive wear engineered for optimal utility, safety, and brand customization.







The convergence of heavy-duty safety footwear and premium technical apparel has altered the procurement strategies of global enterprise buyers.
We optimize supply chains for high-volume distributors in North America, Western Europe, and Australia, delivering industrial protective gear and boots tailored to stringent local safety legislation.
Implementing dynamic production architectures allows us to transition seamlessly from fashion-centric garments to high-spec heavy industrial boots and protective work apparel.
Every batch of custom tactical boots, workwear aprons, and industrial outerwear is tested to resist moisture penetration, tear stress, and extreme temperature wear cycles.
A premier apparel and tactical gear manufacturer bridging the gap between bespoke design and industrial-scale production since 2006.
Established in 2006, Guangdong Barjeel Fashion Co., Ltd. is a modern apparel and protective gear manufacturing enterprise integrating design, research and development (R&D), production, sales, and supply chain services.
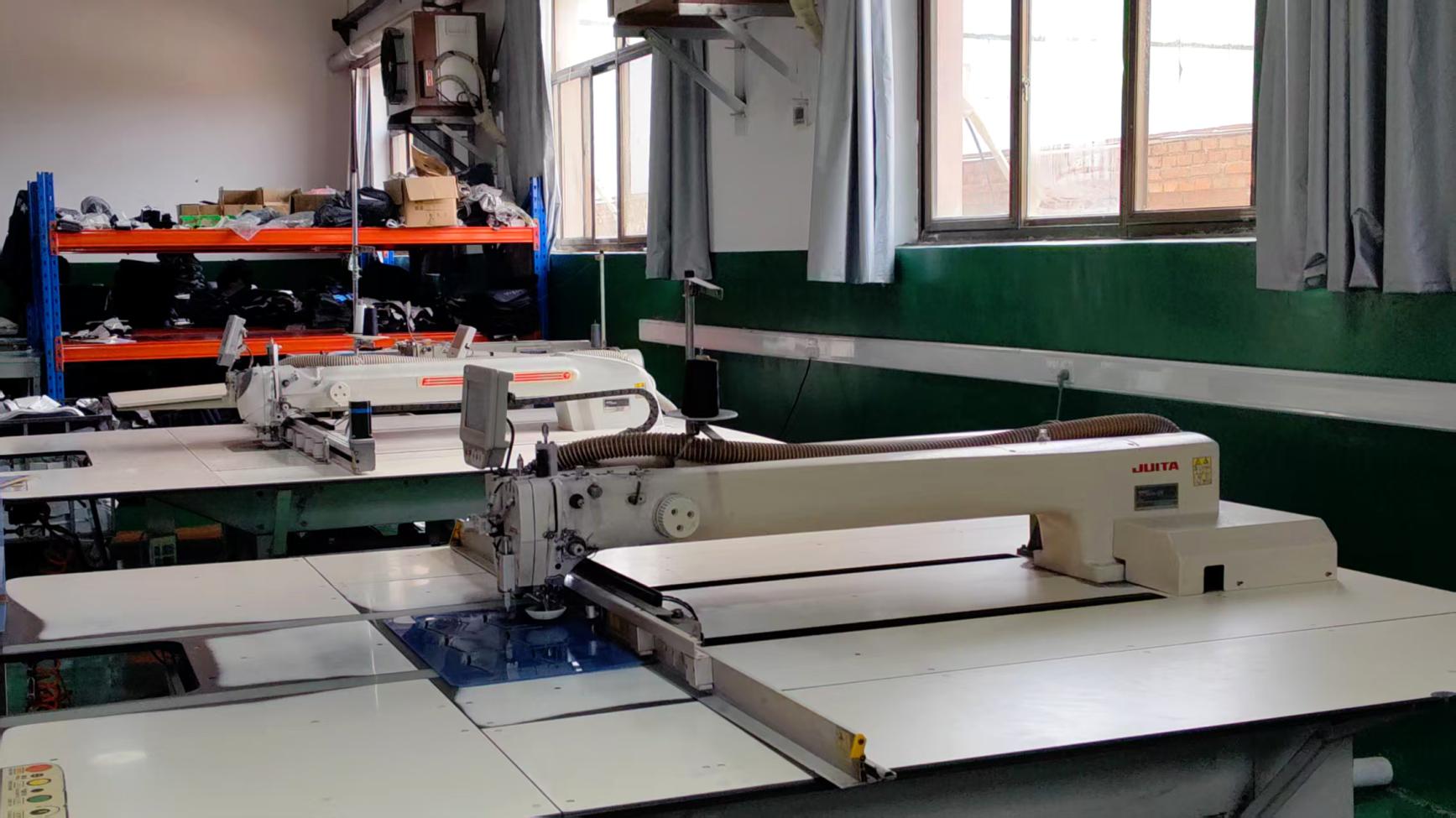
Our company operates a state-of-the-art production facility covering an area of approximately 3,600 square meters. This space is configured with structured, clean offices, standardized production workshops, and specialized, computer-controlled heavy machinery optimized for handling thick fabrics, heavy canvases, leather overlays, and composite footwear panels.
Backed by a professional R&D team and a highly trained technical production workforce, we have integrated our capabilities across the complete design-to-delivery pipeline. This includes CAD-enabled style design, custom pattern making, robust fabric and raw leather sourcing, rapid prototype sampling, and high-throughput bulk manufacturing.
Our well-established, multi-tier quality control (QC) system and streamlined manufacturing logistics ensure consistent batch quality, punctual international shipping schedules, and conformance to premium global standards.
Take a detailed look at our vertically integrated production floor, utilizing specialized, automated machinery for high-precision detailing.















Aligning material parameters to localized industrial scenarios guarantees structural endurance and compliance across diverse regional zones.
For desert, jungle, and urban tactical operations, we provide dual-density PU/Rubber combat boots paired with digital print camouflage gear. Features include puncture-resistant midplates, oil-resistant outsoles, and moisture-wicking synthetic liners built to withstand sudden climate shifts.
Integrating ASTM-certified steel/composite toe protection inside leather footwear, alongside flame-retardant utility smocks, allows our equipment to serve petrochemical, mining, and metalwork operations where flash-fire risk and crush impact hazards are persistent threats.
Our heavy puffer jackets, combined with shearling-lined waterproof boots, provide continuous thermal preservation down to -30°C. Engineered with multi-layer microfiber insulation, they prevent wind infiltration and hold body warmth during prolonged exposure.
The future of performance footwear and industrial textiles lies at the intersection of automation, sustainability, and material resilience.
Developing energy-return midsoles using thermoplastic polyurethane (E-TPU) helps reduce operator joint fatigue during extended shifts. We are also testing prototype smart boots with built-in location trackers and environmental thermal monitors.
We are expanding the use of eco-certified leather, water-based adhesives, and recycled polyester canvas linings across both our boots and apparel lines to meet global demands for low-carbon manufacturing.
Using 3D computer modeling and stress testing simulation tools helps reduce physical prototyping waste. This technology speeds up the custom design pipeline for fast-turnaround military and commercial safety projects.
Navigating customs regulations, product certifications, and import-export protocols requires a seasoned manufacturing partner.
Answers to critical questions asked by sourcing managers, logistics coordinators, and brand designers.
Our typical MOQ varies by product complexity. For custom logo outerwear, pants, and workwear, the MOQ starts at 100 to 300 pieces per colorway. For industrial boots requiring custom molds (injection soles or vulcanized configurations), our standard MOQ starts at 500 pairs per style. We also offer flexible, lower MOQ options for initial test batches to support new brand launches.
We use a four-stage quality inspection system: Incoming Quality Control (IQC) for raw materials, In-Process Quality Control (IPQC) during manufacturing, Final Quality Control (FQC) post-production, and Outgoing Quality Control (OQC) before shipping. This setup guarantees that stitching alignment, seam waterproofness, and physical strength parameters meet client requirements.
Yes. Our materials are sourced to meet international compliance standards, including EN ISO 20345 for safety footwear and EN 343 for protective rainwear. We provide test documentation for water penetration resistance, sole slip testing, and tear-resistance values upon request.
Sample development takes 7 to 14 working days, depending on material availability and design complexity. Bulk manufacturing is completed within 30 to 45 days after sample approval and receipt of the deposit.
Yes. As a full-service manufacturer, we offer both OEM (original equipment manufacturing to your exact specs) and ODM (original design manufacturing utilizing our internal design templates, materials, and processes) options. We customize branding, colors, packaging, and functional features to suit your brand identity.
Discover additional specialized items from our facility, showing the range of our pattern alignment and stitching expertise.








