Explore our diverse manufacturing capabilities covering sportswear, formal suits, casual wear, and bespoke styling.






Established in 2006, Guangdong Barjeel Fashion Co., Ltd. is a modern apparel manufacturing enterprise integrating design, research and development (R&D), production, sales, and supply chain services. The company operates its own manufacturing facility covering an area of approximately 3,600 square meters, featuring a clean and well-organized office environment, standardized production workshops, and advanced garment manufacturing equipment.
With a professional R&D team and a skilled production workforce, the company has built strong capabilities across the entire apparel development process, including style design, pattern making, fabric sourcing, sampling, and bulk production. A well-established quality control system and efficient production management process ensure consistent product quality, timely delivery, and high manufacturing standards.
Guangdong Barjeel Fashion Co., Ltd. specializes in a wide range of apparel categories, including fashion and trend-led clothing, sportswear, evening dresses, professional and workwear, as well as casual wear. The company is capable of serving both OEM and ODM requirements, providing flexible and customized solutions to meet the diverse needs of global fashion brands.
Over the years, the company has developed long-term partnerships with numerous domestic and international clients. With a strong focus on craftsmanship, operational excellence, and continuous improvement, it has earned a solid reputation for reliability and quality in the apparel manufacturing industry.
Guided by the core values of quality-first, customer orientation, and continuous innovation, Guangdong Barjeel Fashion Co., Ltd. remains committed to upgrading its design capabilities and manufacturing technologies. The company strives to enhance efficiency, strengthen competitiveness, and deliver greater value to its global partners. Looking ahead, the company aims to further expand its international presence and evolve into a trusted and respected global apparel manufacturing and service provider.
The global intimate apparel market demands an unprecedented combination of precision, flexibility, fabric innovation, and cost management. As international brands seek the top China underwear manufacturers, they are not merely looking for assembly lines; they are seeking strategic supply chain partners capable of navigating complex material sciences and strict global compliance standards. China's underwear manufacturing ecosystem, particularly within key clusters like Guangdong, offers unparalleled benefits that cannot be easily replicated by emerging manufacturing hubs.
Guangdong's apparel manufacturing hubs leverage a complete industrial loop. From raw cotton processing and synthetic fiber extrusion to advanced warp-knitting, fabric dyeing, custom trim fabrication, and final packaging—every step is situated within a tight geographical radius. This integration reduces transit times, minimizes carbon footprints during early production phases, and allows for rapid prototyping that enables fashion brands to reduce time-to-market by up to 45% compared to manufacturers in other regions.
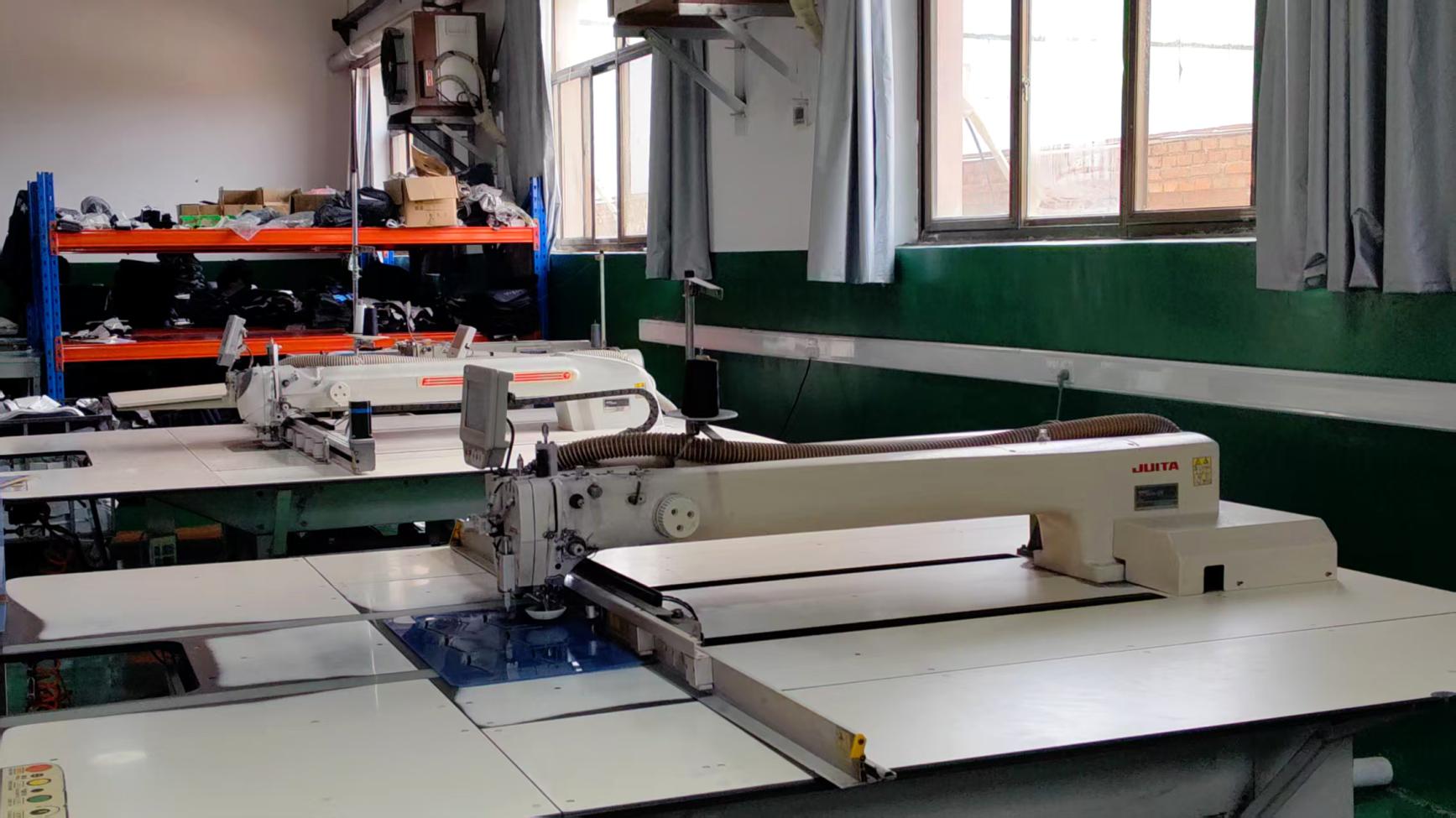
An inside look at our advanced production floor, showing the integration of state-of-the-art machinery and rigorous quality control steps.















The intimate apparel landscape is undergoing a massive shift driven by changing consumer preferences and technological evolution. Top-tier manufacturers must adapt to these trends to remain competitive partners for global brands. The modern underwear segment is no longer just about aesthetics; it is deeply rooted in comfort, skin wellness, functionality, and sustainability.
Traditional cut-and-sew methods are being replaced by seamless circular knitting and bonding techniques. Seamless garments reduce skin chafing, offer clean silhouettes under outer clothing, and allow zones of varying elasticity without needing different fabric panels.
Global brands are prioritizing materials like organic cotton, TENCEL™ Lyocell, recycled elastane, and seaweed-infused fibers. These choices reduce water usage and chemical pollution during production and ensure end-of-life biodegradability.
Underwear fabrics are increasingly treated with functional coatings. This includes silver-ion antimicrobial washes for odor control, micro-encapsulated moisturizers for skin conditioning, and phase-change coatings for active thermoregulation.
Underwear manufacturing must address specific usage scenarios. Brands cannot rely on a one-size-fits-all approach. For instance, sport-specific underwear requires high breathability and rapid moisture wicking, whereas daily-wear garments require high durability and skin-friendly softness. Below is an overview of how we align raw materials and manufacturing technologies with key market demands.
| Application Scenario | Target Audience & Need | Material Composition | Key Manufacturing Tech |
|---|---|---|---|
| Daily Comfort Wear | General consumers seeking breathable, non-irritating base layers. | 95% Lenzing Modal / 5% Spandex | Flat-lock stitching, Tagless print integration, Soft elastic waistbands. |
| Athletic & Compression | Athletes needing muscle support, dry-fit, and friction reduction. | 85% Nylon (Polyamide) / 15% Elastane | Seamless circular knitting, targeted mesh ventilation zones. |
| Shapewear & Control | Consumers looking for body contouring and smoothing silhouettes. | 70% High-Gauge Nylon / 30% Spandex | Ultrasonic bonding, laser-cut edges, double-layer control panels. |
| Maternity & Medical-Grade | Highly sensitive skin, pregnant women needing dynamic support. | 100% Organic Cotton or Bamboo Rayon | Hypoallergenic dyes, expandable knit architectures. |
For international buyers, selecting the right partner involves assessing supply chain resilience, compliance, and custom design translation. Managing quality across borders requires robust verification protocols. A professional partner should offer clear visibility into factory standards, sample creation timelines, and bulk manufacturing capabilities.
Leading Chinese exporters optimize this experience by providing dedicated design and merchandising teams who translate tech packs into production-ready samples, managing yarn sourcing, pattern grading, and fitting adjustments. This structured approach ensures that final apparel shipments align with target specifications and meet import standards for global markets.
Key insights on manufacturing capabilities, lead times, materials, and international custom orders.
Ensure your manufacturing partner holds certifications such as BSCI (Business Social Compliance Initiative) for ethical labor, OEKO-TEX Standard 100 to guarantee the absence of harmful substances in textiles, and ISO 9001:2015 for quality management. These certifications ensure hassle-free customs clearance and protect brand reputation.
MOQ varies based on fabric choices and design customization. For standard fabrics (like cotton or basic modal), MOQs typically range from 1,000 to 2,000 pieces per style/color. For customized fabrics, custom dye lots, or seamless tech-knit products, the MOQ can range from 3,000 to 5,000 pieces per style.
Sample development usually takes 7 to 14 working days, depending on fabric availability and trim customization. Once the pre-production sample (PPS) is approved, bulk manufacturing typically takes 30 to 45 days, depending on order volume and the production schedule.
Yes. Guangdong Barjeel Fashion specializes in both OEM (Original Equipment Manufacturer) and ODM (Original Design Manufacturer) services. The company's in-house R&D team handles pattern making, grading, fabric sourcing, and custom labeling to align with brand specifications.
We work with digital CAD grading systems configured for Western, Asian, and European size charts. Our team cuts garments to tolerance levels of +/- 1cm, ensuring consistent fit across production runs.
A further look into our custom garment catalog, including high-end evening wear, casual jackets, skirts, and activewear.









