Direct supply line of custom apparel collections manufactured under strict European and American quality standards.





Once categorized merely as standard promotional clothing or basics, graphic tees have morphed into a high-margin anchor product for global fashion labels, luxury streetwear houses, and fast-growing DTC e-commerce platforms. Valued at over $20 billion globally, the graphic tee sector requires supply partners capable of keeping up with rapid velocity demands and technical innovation.
For modern buyers, sourcing graphic tees is no longer just about selecting a basic substrate. It involves precise fabric engineering (including raw weight calculations, thread counts like combed cotton, and ring-spun structures) merged with digital and manual printing application technologies. Brands must scale collections within weeks, not months, requiring extreme vertical efficiency.
Additionally, modern consumer dynamics prioritize durability. Fabrics must resist shrinkage, sustain vivid color output across dozens of wash cycles, and comply with international ecological criteria. The modern supply partner must sit at the intersection of raw material access, graphic reproduction tech, and high-volume consistency.
1. Heavyweight Knits (240GSM-320GSM) are outperforming lightweight fabrics in streetwear segments globally.
2. Direct-To-Garment (DTG) printing with OEKO-TEX certified inks is scaling to replace standard plastisol for low-MOQ, high-color complexity designs.
3. Flexible, low-inventory operations allow fashion entities to validate designs in real time before triggering high-volume runs.
How regional localization, complete supply clusters, and engineering superiority reduce global buyer lead times.
Based in Guangdong, manufacturers access massive fabric, yarn, dye, and accessory markets within hours. Cotton blends, heavyweight fleece, premium jersey, and recycled fibers can be sourced, sample-tested, and optimized rapidly without long shipping delays.
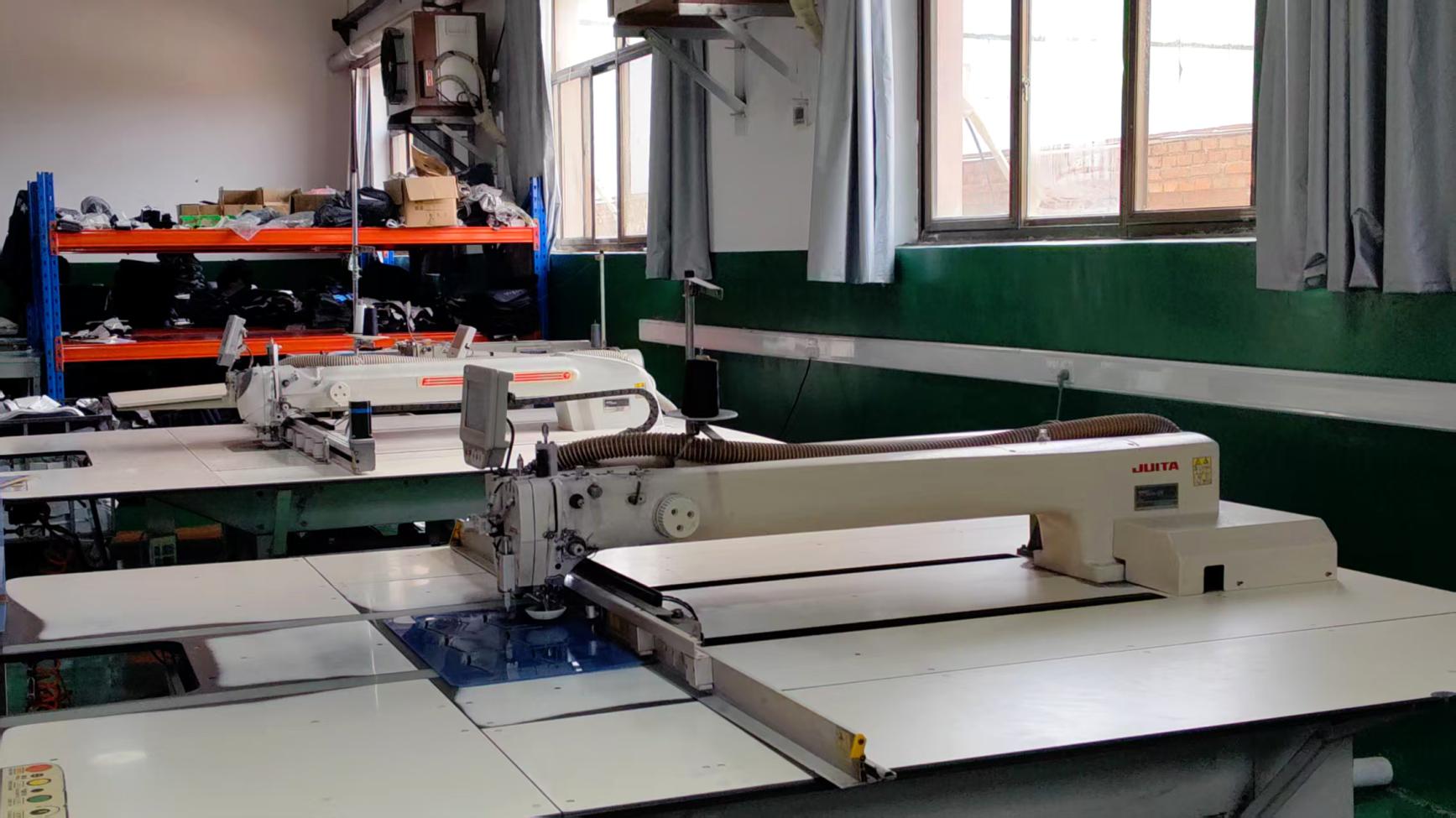
Guangdong manufacturing incorporates high-precision computer plotter technology, digitalized cloth laying systems, and automated laser engraving machines. This reduces manual human error, minimizes material loss, and keeps dimensions precise.
Close proximity to key deepwater maritime terminals in Shenzhen, Guangzhou, and Hong Kong allows for swift containerized transit, while air cargo infrastructure handles high-velocity capsule drops with ease.
Established in 2006, Guangdong Barjeel Fashion Co., Ltd. is a modern apparel manufacturing enterprise integrating design, research and development (R&D), production, sales, and supply chain services. The company operates its own manufacturing facility covering an area of approximately 3,600 square meters, featuring a clean and well-organized office environment, standardized production workshops, and advanced garment manufacturing equipment.
With a professional R&D team and a skilled production workforce, the company has built strong capabilities across the entire apparel development process, including style design, pattern making, fabric sourcing, sampling, and bulk production. A well-established quality control system and efficient production management process ensure consistent product quality, timely delivery, and high manufacturing standards.
Guangdong Barjeel Fashion Co., Ltd. specializes in a wide range of apparel categories, including fashion and trend-led clothing, sportswear, evening dresses, professional and workwear, as well as casual wear. The company is capable of serving both OEM and ODM requirements, providing flexible and customized solutions to meet the diverse needs of global fashion brands.
Over the years, the company has developed long-term partnerships with numerous domestic and international clients. With a strong focus on craftsmanship, operational excellence, and continuous improvement, it has earned a solid reputation for reliability and quality in the apparel manufacturing industry.
Guided by the core values of quality-first, customer orientation, and continuous innovation, Guangdong Barjeel Fashion Co., Ltd. remains committed to upgrading its design capabilities and manufacturing technologies. The company strives to enhance efficiency, strengthen competitiveness, and deliver greater value to its global partners. Looking ahead, the company aims to further expand its international presence and evolve into a trusted and respected global apparel manufacturing and service provider.
We operate clean, standardized production spaces designed to process orders from conceptual prototypes to high-volume container shipments.
Our infrastructure matches premium apparel quality requirements: clean-room embroidery setups, high-precision automated template machines, laser engraving zones, and structured multi-point quality inspections.
Tour our 3,600㎡ facility showcasing state-of-the-art tech and precision execution.















How we execute complex artwork onto diverse fabric types with high longevity.
Different client requirements demand custom solutions. We configure printing assets to accommodate distinct artistic and practical specs:
Screen Printing (Plastisol, Water-Based, and Discharge): The standard for high-volume graphic runs. Water-based inks offer a soft hand-feel, while discharge printing bleaches fabric dyes to yield bright prints on dark garments without stiffness.
Direct-to-Garment (DTG): Excellent for complex multi-color designs, photorealistic graphics, and low-MOQ test orders. Uses advanced print heads to lay ink directly onto cotton fibers for breathable wear.
Heat Transfer & Picture Stamping: Great for crisp multi-color designs, reflective metallic details, and sporty looks. Built to withstand high temperature washing without peeling.
Computerized Embroidery & Laser Engraving: Elevates standard silhouettes into premium garments. Perfect for custom logo crests, textured patterns, and precise branding accents.
To ensure high standards for global markets, we test fabrics and prints using verified metrics:
Providing custom product formulations designed for global sales channels and corporate environments.
Providing heavy cotton substrates, custom washes (acid wash, stone wash), vintage fades, and modern oversized silhouettes designed for premium streetwear launches.
Reliable, comfortable, and consistent branding across uniforms, promotional collections, and corporate events. Built to handle large scale rollouts with uniform color matching.
Providing rapid production cycles, automated pattern making, and swift logistics to keep inventory fresh and capture emerging social media trends.
Transparent insights directly from our engineering team to streamline your sourcing pipeline.
Explore our wider manufacturing capabilities across knitwear, formal apparel, outerwear, and activewear.










